
| Lower Thermal Heat Consumption | Χ |
| Low Temperature Operation | ✓ |
| Low Temperature Waste Heat | ✓ |
| Heat Recovery | Χ |
| No Complex Feed System | Χ |
| Sticky/Pasty Sludge Acceptance | Χ |
| Small Airflow | Χ |
| Few Moving Parts | Χ |
| Easier to Maintain | Χ |
| High Frequency of Maintenance | ✓ |
| Lower Cost of Maintenance | Χ |
| Small Size | Χ |
| Smaller Maintenance Area | ✓ |
| Continuous Operation | ✓ |
| Full Automation | ✓ |
| Ability to Partially Dry | Χ |
| Lower Thermal Heat Consumption | ✓ |
| Low Temperature Operation | Χ |
| Low Temperature Waste Heat | Χ |
| Heat Recovery | ✓ |
| No Complex Feed System | ✓ |
| Sticky/Pasty Sludge Acceptance | ✓ |
| Small Airflow | ✓ |
| Few Moving Parts | ✓ |
| Easier to Maintain | ✓ |
| High Frequency of Maintenance | Χ |
| Lower Cost of Maintenance | ✓ |
| Small Size | ✓ |
| Smaller Maintenance Area | Χ |
| Continuous Operation | ✓ |
| Full Automation | ✓ |
| Ability to Partially Dry | ✓ |
Belt Dryers and Thin Film Dryers have successfully dried sewage sludge for many decades. However, these dryers operate on a completely different evaporation principle with a significantly different mode of operation. Therefore, as their drying processes are very different, the dryers differ significantly. Some of these areas include:
This article compares the features of both dryers along with their advantages and disadvantages for selection of the right dryer for your application.
Belt Dryers use a large volume of heated air (known as direct drying) streamed through a plastic or stainless-steel belt which conveys the sludge through the dryer. The principle is like a convection or pizza oven. The dryers heat the air via heat exchangers using hot water, steam, thermal oil, or direct heated air from a furnace.
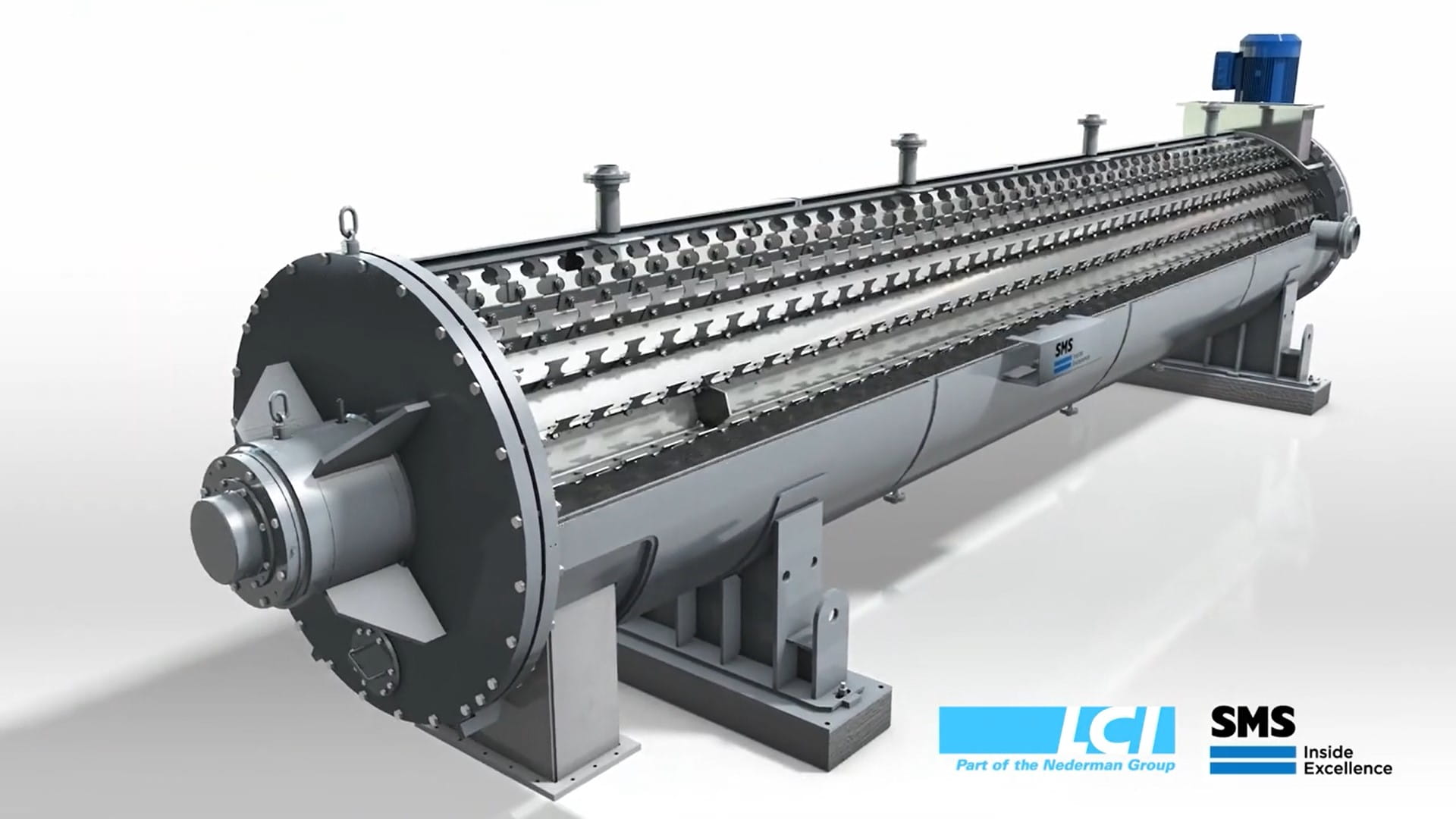
Thin Film Dryers use a heated surface to transfer heat to the sludge (known as indirect drying) and evaporate the water using very little airflow. The principle is like boiling water in a pot or cooking in a frying pan. The Thin Film Dryer uses thermal oil, steam or hot water as its heating medium supplied.

Energy usage is something that is critical in today’s world as we face climate change, pressure to reduce our energy consumption and move from fossil fuels to cleaner renewable sources. Therefore, energy consumption in a dryer is very important.
The key advantage of the Belt Dryer is its ability to use low temperature waste heat sources down to 150°F (Typical Range of 150-375°F). Many times, the heat is wasted heat from Combined Power and Heat systems burning biogas to generate electricity. Conversely the Thin Film Dryer typically requires 350°F or higher temperatures (Typical Range of 350-425°F) and therefore cannot use low temperature waste heat sources.
However, Belt Dryers have a lower efficiency than Thin Film Dryers due to the requirement to transfer heat to the drying air. When fully drying sludge to 90%DS, Thin Film Dryers require 1150-1200BTU/lb water evaporated compared to 1300-1600BTU/lb of water evaporated from a Belt Dryer which means the Thin Film Dryer uses 10-30% less thermal energy than a Belt Dryer. Additionally, for Belt Dryers to achieve the highest efficiency they must recover heat from their exhaust stream and use it for the drying process, while the Thin Film Dryer’s waste heat can be used for other processes. With Thin Film Dryer, up to 85% of the heat put into the dryer can be recovered at up to 185°F (85°C). This temperature is useful for heating buildings, digesters, pre-heating sludge for better dewatering or for industrial Heat Recovery from the Thin Film Dryer.

From an electrical energy standpoint, the most efficient Belt Dryers can match the Thin Film Dryer in efficiency (0.015-0.040 kWh/lb water evaporated). However, inefficient Belt Dryers can use 2-2.5 times the energy (0.07 Kwh/lb water evaporated) of the Thin Film Dryer.
A Belt Dryer requires a large sludge surface area to allow air to contact as much sludge as possible. This requires the Belt Dryer to use complex feed systems to form “noodles”. These systems vary in design and complexity between manufacturers, but all systems require service and maintenance as well as moving parts. Additionally, Belt Dryers require well dewatered sludge as poorly dewatered sludge cannot hold its “noodle” shape causing “plating” or “cookie sheets” inside the dryer. This can severely limit or stop the drying operation.
In contrast the Thin Film Dryer’s rotor/blade combination can take sludge directly fed into the dryer eliminating the need of a complex extruder system. The feeding system consists of a simple “Pump and Pipe”. Additionally, the dryer can accept most any type of sludge including liquidly, pasty, or fibrous sludges as well as many industrial sludges.
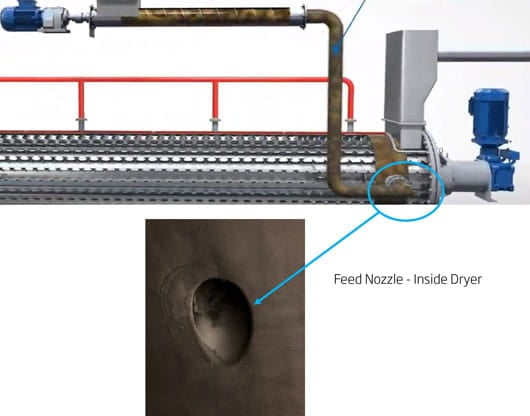
LCI Thin Film Dryer “Pump and Pipe” System
Due to the direct drying design of the Belt Dryer, it requires a significant amount of airflow to evaporate the moisture. Exhaust airflows can range from 2,000-15,000CFM depending on the model which must be treated by emissions control systems which can be costly to purchase, operate and maintain. Additionally, systems with smaller airflows require large condensers with packed media. This media is susceptible to clogging with sulfur, FOG, and hard water deposits from the cooling water. Finally, cooling towers are used in some Belt Dryers to cool the condensing water, but this requires a high electrical load and potable water consumption.
In contrast the Thin Film Dryer has a very small exhaust flow due to the indirect design of the dryer. This allows the Thin Film Dryer to use a simple open barometric condenser which is not susceptible to fouling. After condensation exhaust vapor from the condenser is typically 25-200CFM depending on the dryer’s size. So due to the small airflow, a very small fan is required to move the exhaust flow. Additionally, the Thin Film Dryer’s exhaust can be treated by an existing emissions control system or even sent to the thermal heat source and burned with the combustion air. This saves significant money in capital cost, operational cost, and maintenance of emissions control systems.

LCI Barometric Condenser
Another major difference between a Belt Dryer and Thin Film Dryer is the way sludge is conveyed. As its name indicates, a Belt Dryer uses belts to convey the sludge typically two, one stacked on top of the other. Only a select few use a single belt system. These belts move slowly, and it can take a couple hours for the sludge to be conveyed completely through the dryer. This means when shut down, it takes a couple hours to empty, or the sludge must remain in the dryer which is a fire risk.

Contrast this with the Thin Film Dryer which has a single rotor with blades which convey the sludge through the dryer. Typically, the dryer can empty itself in 15 minutes or less. This allows the dryer to be quickly shutdown making it a great fit for limited run hour applications (i.e. less than 24hr/day).
Overall, the Belt Dryer is a more complex piece of equipment compared to a Thin Film Dryer. A Belt Dryer can require over 20 drive systems to operate depending on the manufacturer. In contrast the Thin Film Dryer only requires 4 drive systems as shown below:
| Belt Dryer (varies by mfg.) | Thin Film Dryer | |
|---|---|---|
| Belts | 1-2 | 0 |
| Belt Cleaning Systems | 0-2 | 0 |
| Rotor | 0 | 1 |
| Airflow Fans | 2-16 | 1 |
| Feeding System | 1-6 | 0 |
| Discharge Conveyor System | 0-1 | 0 |
| Rotary Valve | 0-1 | 1 |
| Optional Cooling Conveyor | 0 | 1 |
| Total | 4-28 | 4 |
As the Belt Dryer has more moving parts, it also requires more maintenance. Wear Parts and Maintenance Items include:
Some of these systems can be costly and difficult to maintain over the course of the Belt Dryer’s operational life. Many times, a factory technician is required to complete the service. These items require maintenance any where from every 1 to 5 years of operation.
The Thin Film Dryer’s only wear part is the low cost, simple to replace blades on the rotor. These can be easily replaced by plant maintenance staff. Depending on the application, service could be required every 1-2 years.
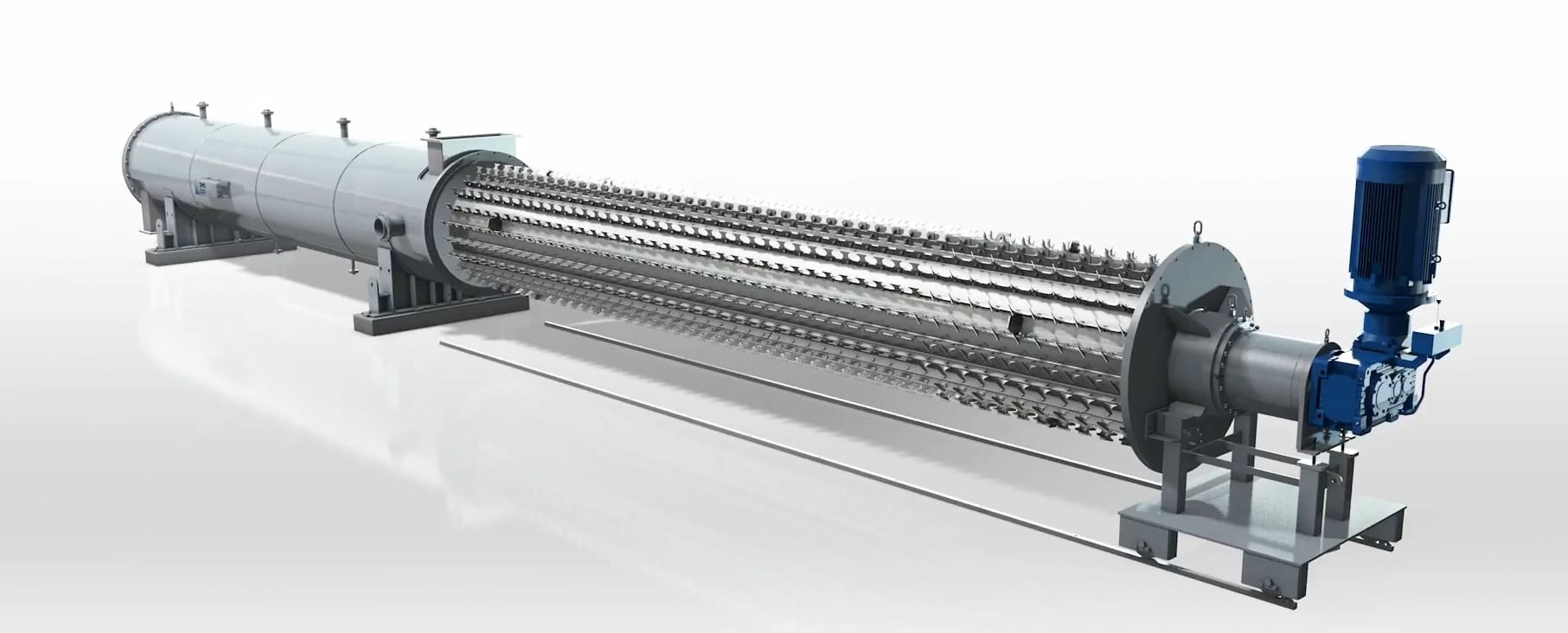
Thin Film Dryer Maintenance with Rotor Pulled
The product which comes out of the Belt Dryer and Thin Film Dryer vary significantly as shown below:
| Belt Dryer | Thin Film Dryer | |
|---|---|---|
| Dry Solids Percentage Range | 70-95% | 30-95% |
| Ability to Partially Dry | No | Yes |
| Homogenous Dryness at Low %DS | No | Yes |
| Density (lb/ft3) | 10-30 | 40-50 |
| Dust Content (less than 0.5mm) | <5% | <5% |
| Size | 5-10mm | 2-6mm |
| Shape | “Cheeto like” | Spherical |
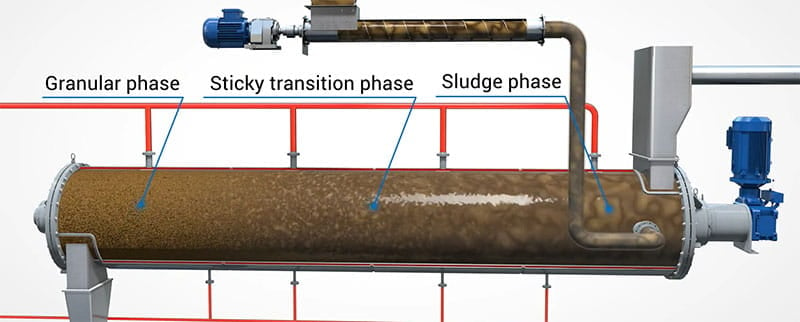
A big advantage of the Thin Film Dryer is its ability to partially dry sludge between 30-70% and create a homogenous dryness. This can be useful in applications like landfilling, composting, and thermal destruction where 90%DS material is not required. Most Belt Dryers, due to the long retention time, cannot dry below 70%DS. Also, with the Thin Film Dryer as the sludge is spread in a thin film (8-10mm) and agitated the entire layer is evenly dried and mixed. In contrast a Belt Dryer places a large sludge layer on the belt (11 inches or 200mm) and creates no agitation. So, when the sludge is partially dried the outside layer will be significantly drier than the inside layer.

Thin Film Sludge Dryer End Product
The other main difference is the size and shape of the end product. The Belt Dryer has a lower density, larger “Cheeto like” shape which breaks apart more readily. Its material, in basic form, is difficult to spread in an agricultural fertilizer but could be better for soil blending. In contrast the Thin Film Dryer material is smaller, spherical with a higher density. This makes the material like commercial fertilizers allowing it to be spread with typical agricultural spreaders.
One item required of the Thin Film Dryer not required of the Belt Dryer when drying to 90% solids is a cooling conveyor to cool the hotter denser product of the Thin Film Dryer.
Both the Belt Dryer and the Thin Film Dryer are safe to operate but they rely on different methods for safety. For a fire to occur you must have oxygen, a fuel source (i.e. sludge) and an ignition source. For combustion you need in addition a confined space and dispersed material (i.e. a dust cloud). The Belt Dryer relies on low temperature operation and assumes this will keep the sludge from igniting, eliminating the ignition source. The Thin Film Dryer relies on an inert atmosphere in which the oxygen level is below a level for ignition, taking oxygen out of the equation.
Both dryers also limit the fuel (i.e. dust) in their processes. A Belt Dryer does not agitate the material as it only lays on the belts causing very little dust to be produced. With a Thin Film Dryer, the counter flow between the vapor and the product pulls the dust back to the feed end of the dryer where the conditions are moist precipitating much of the dust back into the process.
Safety is a concern for all drying systems and subsystems associated with drying and must be thoroughly designed and engineered. Completing a Dust Hazzard Analysis with an industry professional is recommended for the entire drying system.
As Belt Dryers require a large airflow to dry the sludge and operate at lower drying temperatures, they are larger than Thin Film Dryers. Belt Dryer size will vary by manufacturer, but they can be greater than 15ft wide, 20ft tall and 100ft long. Thus, they require 3-4 story buildings and are difficult to fit in existing buildings. Thin Film Dryers, on the other hand, are less than 12ft wide, 12ft tall and 70ft long. This means they can fit in a 1-2 story building and more easily fit into existing buildings saving on construction costs.
The Thin Film Dryer does require the auger to be pulled for maintenance which requires a maintenance area equal to the machine’s length for service. However, this area can be outdoors limiting the size of the dryer building. Belt Dryers will vary in the maintenance space required depending on manufacturer.
The Belt Dryer and Thin Film Dryers have been used for many years to dry sewage sludge. However, they are significantly different in design and operation which allows each design to have its advantages. Its important to understand their advantages for which machine will best fit your drying application. The Belt Dryer excels at using low temperature waste heat sources, having lower frequency maintenance and a smaller maintenance area. However, the Thin Film Dryer had the advantages of lower energy consumption, reuse of recovered heat, simpler and less costly maintenance, smaller vapor flow, ability to accept difficult sludges, partially dry, and being small size.

